 NEW1000MDCa数控等离子切割机四轴数控铣削控制器
NEW1000MDCa数控等离子切割机四轴数控铣削控制器










| 数量 (pieces) | 1 - 1 | > 1 |
| 美国东部时间(天) | 7 | 待定 |






|
参数详情
|
||||||
|
系统功能
|
G代码显示
|
|||||
|
控制轴数
|
3〜8(X,Y,Z,A,B,C,Xs,Ys)
|
快速定位:
|
G00
|
|||
|
最小的编程:
|
0.001毫米
|
直线插值
|
G01
|
|||
|
编程最多:
|
± 99999.999毫米
|
弧插值:
|
G02/03
|
|||
|
最高速度:
|
60米/分钟
|
螺纹切割:
|
G32
|
|||
|
进给速度:
|
0.001 ~ 30米/分钟
|
切割气缸或圆锥的循环:
|
G90
|
|||
|
连续手册:
|
一个轴或多个轴同时
|
切割端面的周期:
|
G94
|
|||
|
线插值:
|
直线、圆弧、螺纹插补
|
切割螺纹的周期
|
G92
|
|||
|
切刀补偿:
|
公司长度、刀具补偿半径鼻
|
固定的攻丝周期
|
G93
|
|||
|
切刀补偿输入:
|
尝试切割测量输入模式
|
外圆粗切循环
|
G71
|
|||
|
主轴功能:
|
齿轮、双模拟控制、刚性攻丝
|
端面粗切循环:
|
G72
|
|||
|
手轮功能:
|
面板、手持
|
封闭切割的循环
|
G73
|
|||
|
手轮处理:
|
手轮处理功能
|
端面深孔钻孔周期
|
G74
|
|||
|
屏幕保护:
|
屏幕保护功能
|
外径切割槽的循环
|
G75
|
|||
|
刀架功能:
|
排刀架、电动太柱99刀
|
切割复合螺纹的循环
|
G76
|
|||
|
通信功能:
|
RS232、USB接口
|
程序周期
|
G22、G800
|
|||
|
补偿功能:
|
刀具加工、空间补偿、螺距补偿、半径补偿
|
局部坐标系:
|
G52
|
|||
|
编辑程序:
|
公制/英制、直螺纹、锥形螺纹等
|
检测跳过指令
|
G31、G311
|
|||
|
极限位置功能
|
软限制,硬限制
|
极坐标
|
G15,G16
|
|||
|
线程函数
|
公制和英制,直螺纹,锥形螺纹等
|
度量/帝国计划:
|
G20,G21
|
|||
|
预读功能:
|
预10,000短直线
|
设置坐标,偏移
|
G184、G185
|
|||
|
密码保护:
|
多级密码保护
|
工件坐标系:
|
G54 ~ G59
|
|||
|
输入/输出:
|
输入/输出56*24
|
刀具半径C
|
G40、G41、G42
|
|||
|
PLC程序:
|
所有开放式PLC设计
|
精确定位/连续路径过程:
|
G60/G64
|
|||
|
加速和减速控制:
|
直线、指数
|
恒定线性切割:
|
G96/G97
|
|||
|
编码器数量:
|
任何设置
|
送料模式:
|
G98、G99
|
|||
|
用户宏程序:
|
有
|
备份到程序的起点:
|
G26
|
|||
|
电气齿轮功能:
|
有
|
回到固定点:
|
G25、G61、G60
|
|||
|
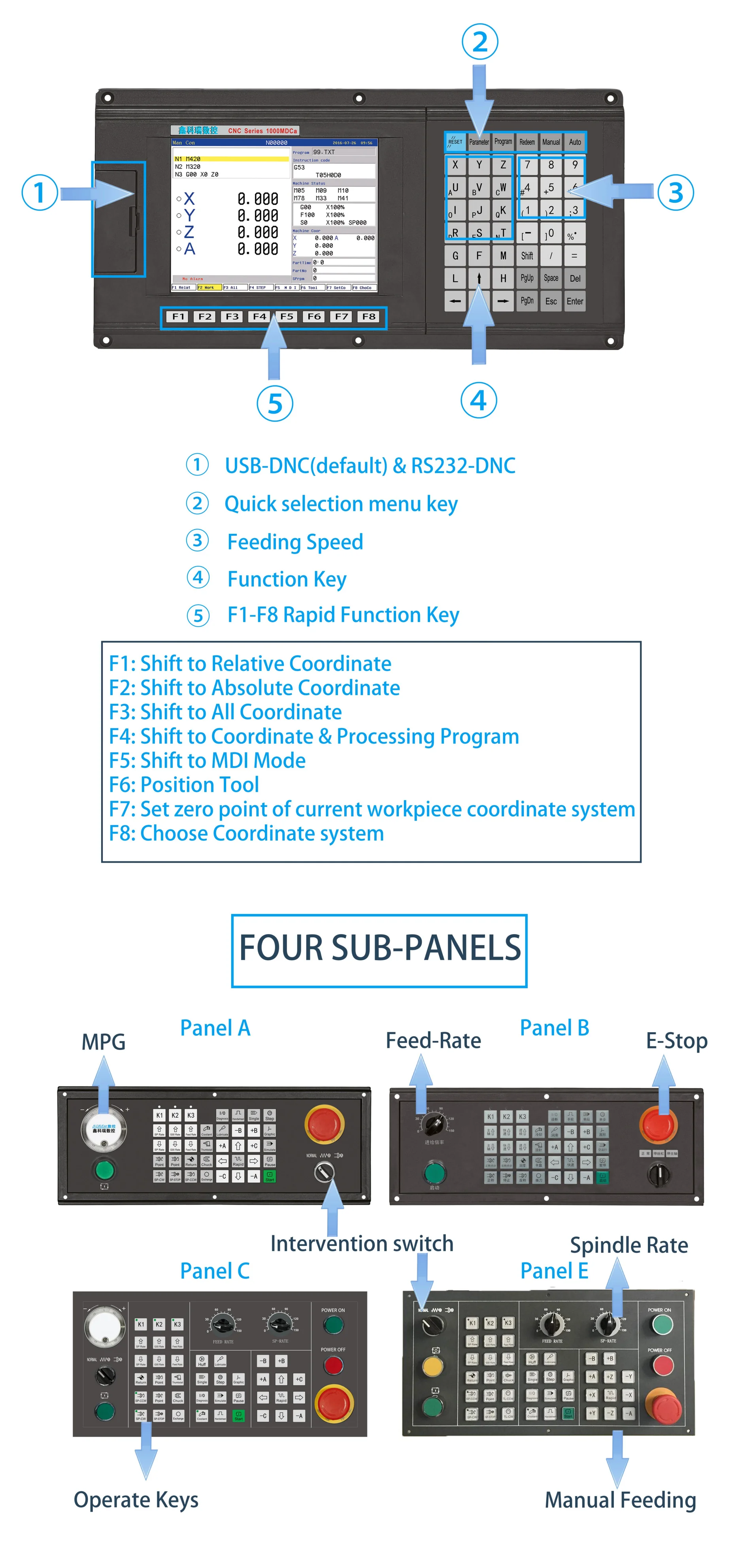
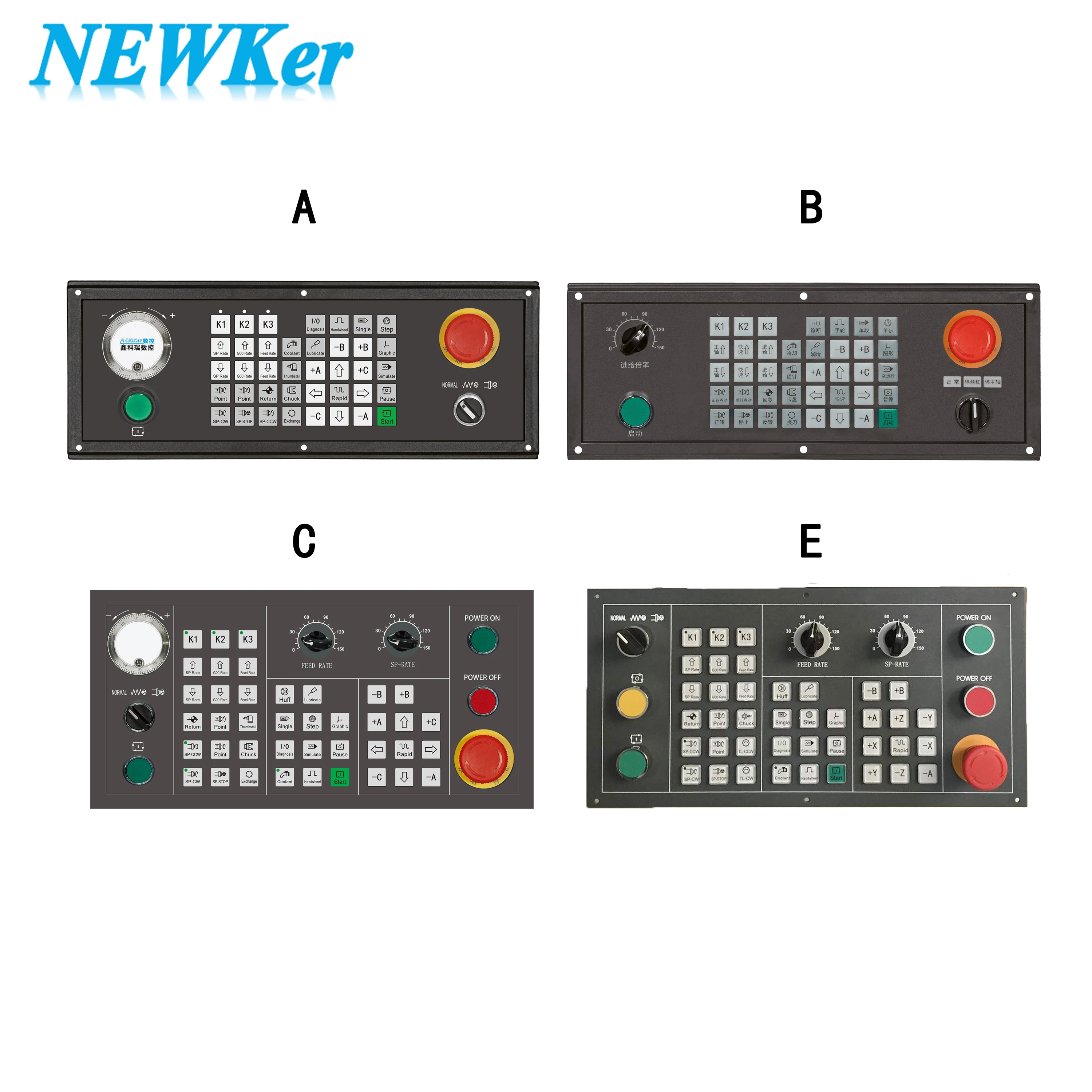
子面板
|
带手轮的a型; 带带式开关的b型; 同时具有A和B的C型,E型
|
备份到基准点:
|
G28
|
|||
|
应用:
|
VMC,研磨,专用机器
|
暂停:
|
G04
|
|||
|
宏程序:
|
G65、G66、G67
|
|||||
|
辅助功能:
|
S、M、T
|
|||||








您在阿里巴巴国际站的每一笔支付,都通过SSL加密协议及PCI DSS数据保护协议保障支付安全

如果您购买的商品未送达、有缺陷或损坏,您可以申请退款

免费配件更换,包含配件寄送费用和维修服务费用
